|
siehe auch Schälen, Glattwalzen
hier ist die kombinierte Innenbearbeitung “Schälen und Glattwalzen” nach dem BTA-Tiefbohrverfahren gemeint. Diese gehört zu den “verwandten Verfahren des Tiefbohrens”.
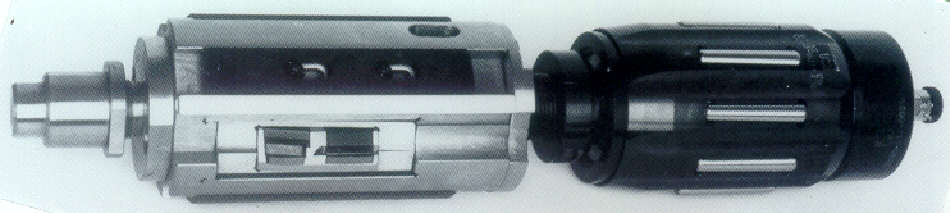
Das Schälwerkzeug besitzt eine radial verschiebbare (pendelnde) Schneidenkassette, die zwei gegenüberliegende Schneiden (ggf. auch gestufte Schneidenpaare) auf einem konstanten Durchmesser hält, der ca. 0,05 bis
1,5 mm größer ist als der Vorbohrungsdurchmesser. Die Rundheit der Bohrung wird bei der Schälbearbeitung verbessert und die Größe der Durchmessertoleranz eingeengt.
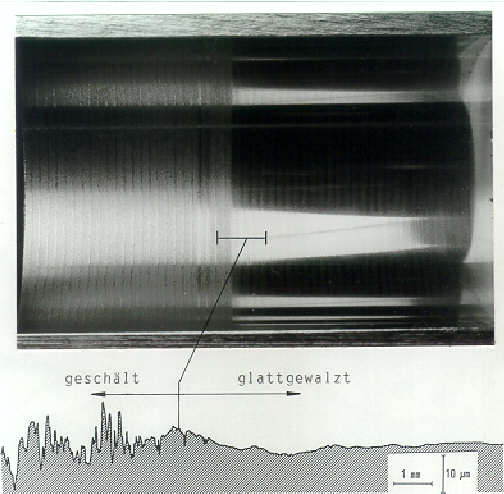
Eine geschälte Bohrungsoberfläche bietet sehr gute Voraussetzungen für das nachfolgende Glattwalzen. Hierbei wird durch einen Umformvorgang die durch Schälen erzeugte rauhe Oberfläche durch Überwalzen in eine sehr glatte verwandelt.
Die Umformung erfolgt bei den Innen- Glattwalzwerkzeugen durch mehrere Rollen, die sich dabei auf der Bohrungswand und einem (verstellbaren) Innenkörper abstützen. Die Rollen werden durch einen Käfig zueinander und zur Werkzeugachse geführt.
|